
Wir drucken Bauteile aus Polyamid 12 (PA12) im selektiven Lasersinter-Verfahren (SLS). PA12 ist mechanisch belastbar, chemisch beständig und bis 171 °C formstabil bei 0,45 MPa Belastung (87 °C bei 1,80 MPa). SLS hat zwei Eigenschaften, die in vielen Anwendungen den Ausschlag geben: keine Stützstrukturen nötig und volle Formfreiheit auch bei Hinterschneidungen oder bewegten Innengeometrien.
Geeignet ist das Verfahren für Funktionsprototypen, Kleinserien (typisch 1 bis ein paar hundert Teile), Ersatzteile und Endprodukte. Eingesetzt wird es bei uns vor allem im Maschinenbau, in der Medizintechnik, im Konsumgüter-Bereich und in der Automobil-Nachfertigung.
Trade-off offen: PA12 (SLS) ist nur in Anthrazit verfügbar und kann nachträglich schwarz gefärbt werden. Die Oberfläche ist leicht gekörnt — wer Spritzguss-Glanz will, lässt zusätzlich nachbearbeiten oder wählt ein anderes Verfahren.









Das abgebildete Lüftergehäuse zeigt einen typischen Anwendungsfall: Bauteil sitzt in einem Gerät mit Wärmeentwicklung, FDM-PLA wäre zu weich, Spritzguss bei der Stückzahl zu teuer. PA12 (SLS) ist formstabil bis 171 °C bei 0,45 MPa und bis 87 °C bei 1,80 MPa. Das reicht für die meisten Anwendungen in Antriebs-Nähe, Elektronik-Gehäusen, Lüfter-Strukturen und Bauteilen unter Motorhaube.
SLS druckt im Pulverbett: das ungesinterte Pulver hält das Bauteil während des Drucks selbst. Damit fallen die Stützstrukturen weg, die FDM und SLA bei Überhängen brauchen. Konkret heisst das: Hinterschneidungen, frei schwebende Geometrien, ineinander verschachtelte Bauteile in einem Druck — alles möglich, ohne dass nachher Stützen entfernt und Oberflächen geglättet werden müssen.
Praktischer Effekt: Die Teile sehen rundum gleich gut aus statt nur "von oben". Bei FDM erkennt man die ehemals gestützte Unterseite oft an leichten Pickeln; bei SLS gibt es diesen Unterschied nicht.
Die abgebildete Schnalle ist ein klassischer Belastungsfall: regelmässige Zugkräfte, Schliessmechanik, Reibung beim Öffnen und Schliessen. PA12 Nylon ist zäh genug, um das auf Dauer auszuhalten, leicht flexibel statt spröde und widerstandsfähig gegen Abnutzung, Chemikalien und Witterung.
Trade-off: für feine, freistehende Stege oder Filigranschmuck ist SLA-Harz besser geeignet — bei PA12 (SLS) liegt die minimale Wandstärke bei 0,6 mm vertikal und 0,3 mm horizontal (nach Formlabs-Designguide). Dünner geht, ist aber mechanisch nicht mehr belastbar. Für robuste Funktionsteile mit Wandstärken ab ca. 1 mm ist PA12 das Material erster Wahl.
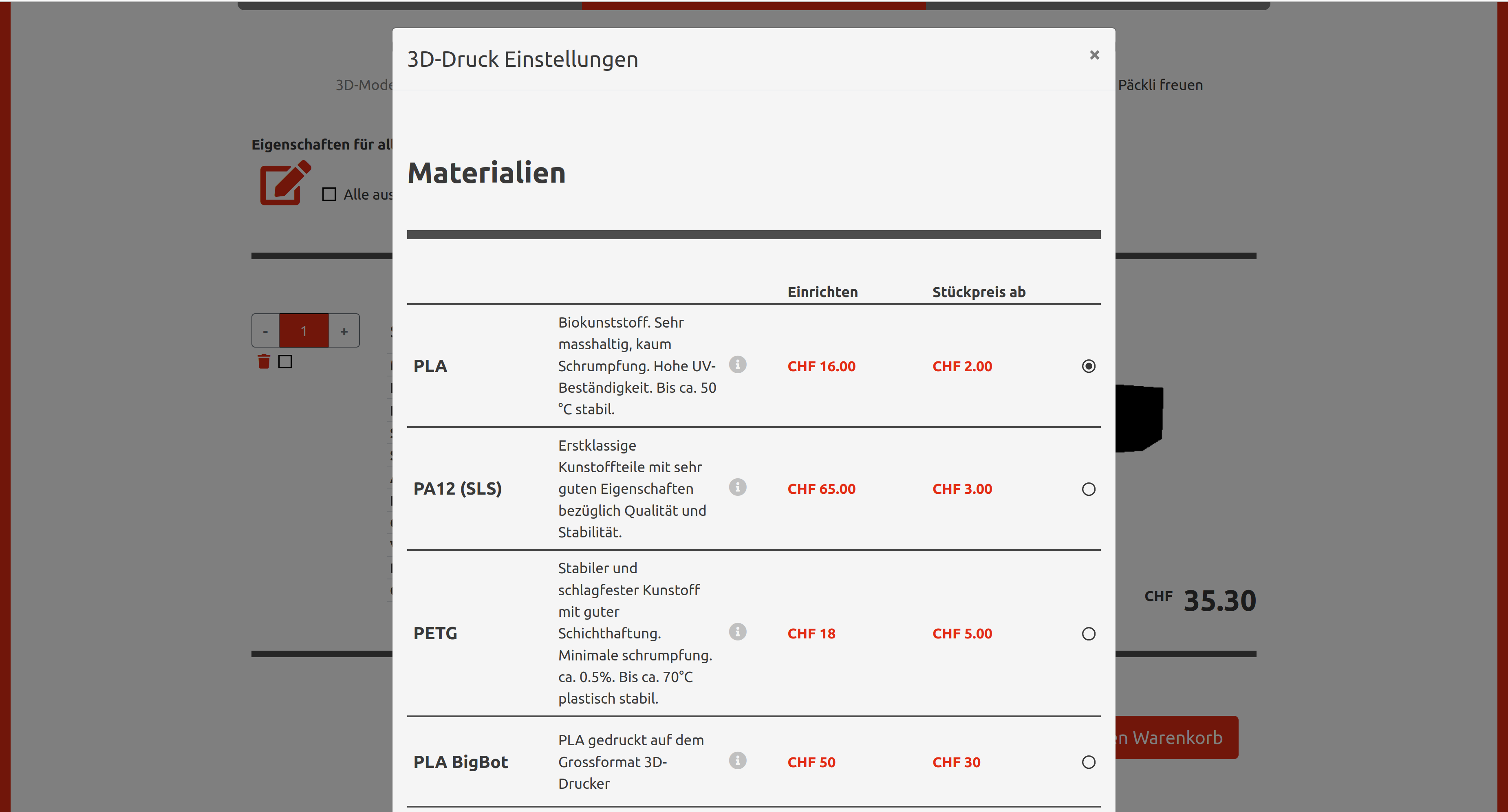
PA12 (SLS) steht im automatischen Offertenrechner zur Auswahl. STL oder OBJ hochladen, Material wählen, Preis und Lieferzeit erscheinen sofort.
Zwei Farbvarianten: der ungefärbte, anthrazitfarbene Rohzustand oder schwarz nachgefärbt. Andere Farben nur durch Lackieren möglich.