
Das Objekt wird auf einer Trägerplatte (Druckplattform) aufgebaut, indem sich die Druckerdüse gegenüber der Druckplattform in die drei Dimensionen bewegt (X-, Y- und Z-Achse) und Schichten von geschmolzenem Kunststoff übereinander legt. Überhänge werden mit einem Unterstützungsgitter gedruckt, das mit mit einer Sollbruchstellen versehen, relativ leicht entfernbar ist.
Der Extruder schiebt kontrolliert mit einem Motor das Filament zum Hotend, wo es geschmolzen wird und durch die Düse auf die Druckplattform aufgetragen wird.
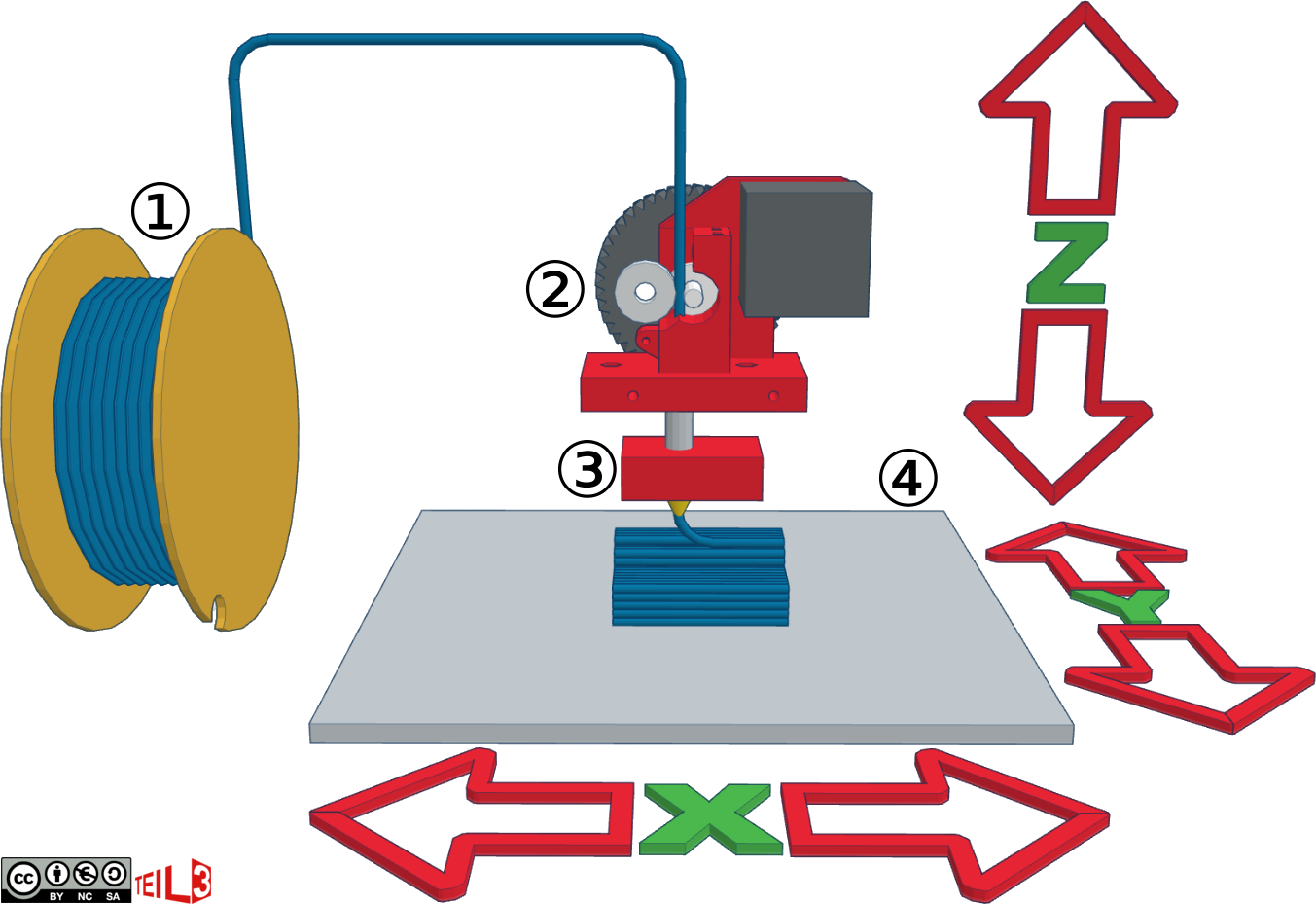
①Filament-Spule Objektmaterial ‒ ②Extruder Objektmaterial ‒ ③Hotend Objektmaterial ‒ ④Druckplattform
Mit dem Schmelzschichtverfahren drucken wir bis zu einer maximalen Kantenlänge von 80 cm. Die digitalen Modelle müssen solid und wasserdicht sein, das heisst keine Löcher im Gitternetz haben. Auch dürfen sich Flächen nicht überlagern. Falls du unsicher bist, lass deine Datei in der formware OnlineStlRepair überprüfen und allenfalls reparieren.
Überhänge und Brücken werden automatisch durch ein Stützgitter unterstützt.
Im Schmelzschichtungs-Verfahren werden Körper innen nicht komplett mit Material ausgefüllt. Die Modelle können unterschiedlich dicht gedruckt werden. Je nach Verwendung wird auf Wunsch innerhalb des Objekts ein engeres oder weiteres Wabengitter gedruckt.
Wie dicht das Objekt genau gefüllt wird, entscheiden wir nach Geometrie und Material.
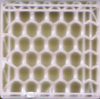
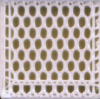
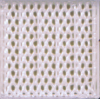
Die mittlere Füllung ist der optimale Kompromiss zwischen Stabilität und Kosten. Durch das Wählen von "Eher Solid" wird das Objekt auf Stabilität optimiert.
Wir drucken in verschiedenen Schichtdicken zwischen 0,1 und 0,25mm Schichtdicke, die massgeblich die Auflösung bestimmen.
Die Masshaltigkeit ist unterschiedlich auf den verschiedenen Achsen. Auch verhalten sich verschiedene Materialien unterschiedlich. Löcher sind eher zu eng und müssen in der Regel grösser designt oder aufgebohrt werden.
Die Genauigkeit eines Objekts ist ca. +/-0,25mm. Je nach Geometrie kann es aber auch zu stärkeren Schrumpfungen und Krümmungen kommen.
Es gibt jedoch auch immer die Möglichkeit von vereinzelten Ungenauigkeiten von bis zu +/-1mm
Das Objekt wird in einem Pulverbett schichtweise aufgebaut. Ein Laserstrahl schmilzt das Pulver an den gewünschten Stellen und erzeugt so die festen Schichten des Objekts. Nach jeder Schicht wird eine neue Pulverschicht aufgetragen und der Prozess wiederholt sich.
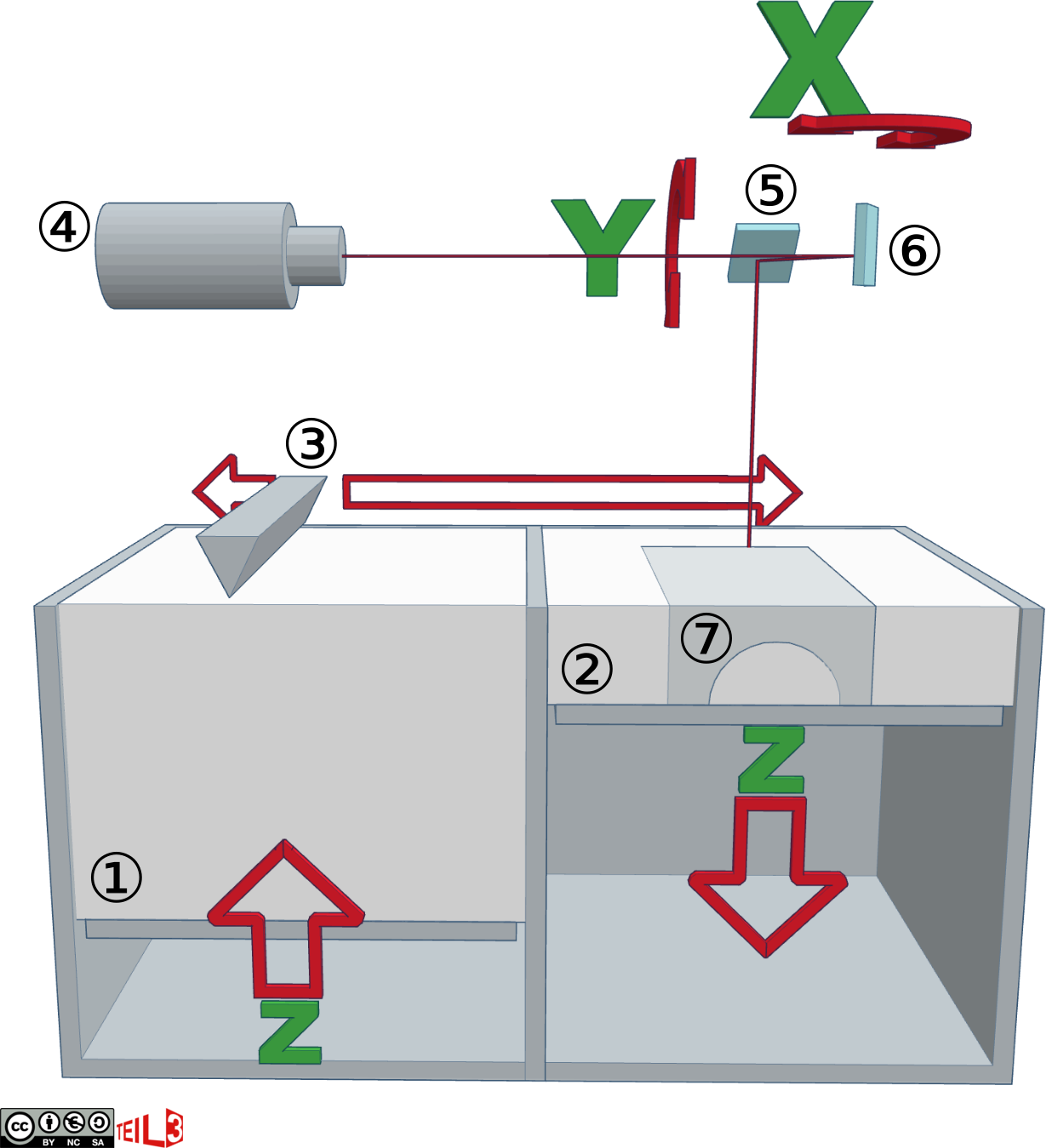
①Pulverbehälter ‒ ②Z-Achse der Druckkammer ‒ ③Materialschieber ‒ ④Laser ‒ ⑤/⑥Galvo Spiegel ‒ ⑦Druckerzeugnis
Mit dem SLS PA12-Verfahren drucken wir bis zu einer maximalen Kantenlänge von 150 x 150 x 290 mm. Die digitalen Modelle müssen solide und ohne Hohlräume sein, um optimale Druckergebnisse zu erzielen. Überhänge und komplexe Geometrien benötigen keine zusätzlichen Stützstrukturen, da das ungesinterte Pulver als Stützmaterial dient. Die digitalen Modelle müssen solid und wasserdicht sein, das heisst keine Löcher im Gitternetz haben. Auch dürfen sich Flächen nicht überlagern. Falls du unsicher bist, lass deine Datei in der formware OnlineStlRepair überprüfen und allenfalls reparieren.
Stützstruktur ist bei diesem Verfahren nicht nötig. Das ungebunden Pulver dient als Stützstruktur und ermöglicht komplette Formfreiheit.
Geschlossene Hohlkörper sind mit dem SLS-Verfahren beschränkt möglich beziehungsweise nur mit minimal zwei Löcher (min.⌀ 3.5mm), durch welche das unverschmolznen Pulver herausgekratzt werden kann.
Das Objekt wird an einer Trägerplatte aus dem Harz gezogen (Z-Achse), während von unten Schicht um Schicht belichtet und damit gehärtet wird. Die Belichtung erfolgt mit einem Video-Projektor, der die X- und die Y-Achse bildet.
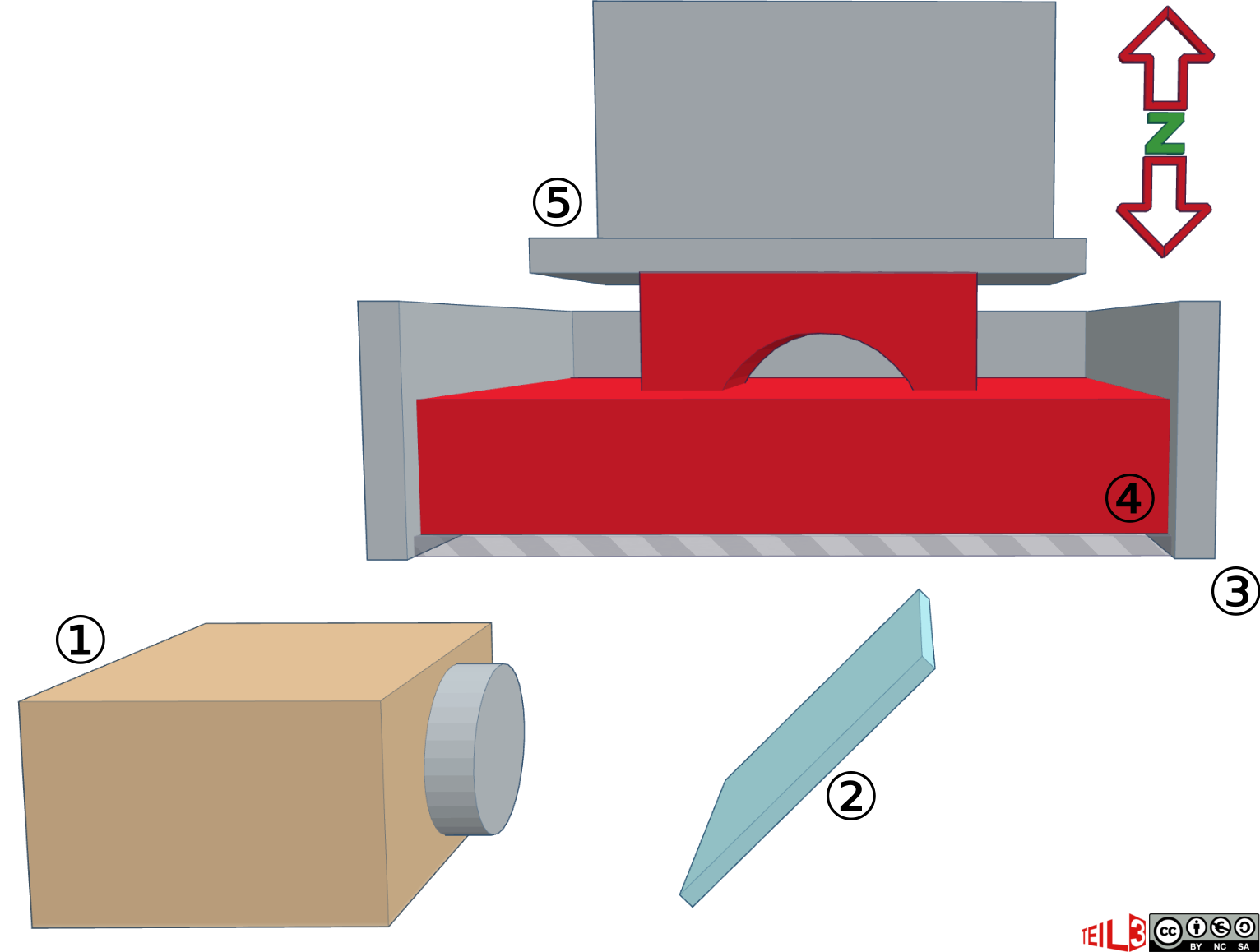
①Projektor ‒ ②Umlenkspiegel ‒ ③Harzbehälter mit transparentem Boden ‒ ④Lichthärtender Harz ‒ ⑤Druckplattform
Mit dem Stereolithografie-Verfahren drucken wir bis zu einer maximalen Kantenlänge von 150 x 95 x 55 mm. Die digitalen Modelle müssen solid und wasserdicht sein, das heisst keine Löcher im Gitternetz haben. Auch dürfen sich Flächen nicht überlagern. Falls du unsicher bist, lass deine Datei in der formware OnlineStlRepair überprüfen und allenfalls reparieren.
Überhänge und Brücken werden automatisch durch ein Stützgitter unterstützt.
Geschlossene Hohlkörper sind mit dem Stereolithografie-Verfahren nicht möglich beziehungsweise nur mit einem Loch, durch das das ungehärtete Material abfliessen kann.
Wir drucken in verschiedenen Schichtdicken zwischen 0,035mm und 0,1mm Schichtdicke, die massgeblich die Auflösung bestimmen.