

Version3 - 07.04.2016
1
Teilmachr 503e Gebrauchsanleitung

Version3 - 07.04.2016
3
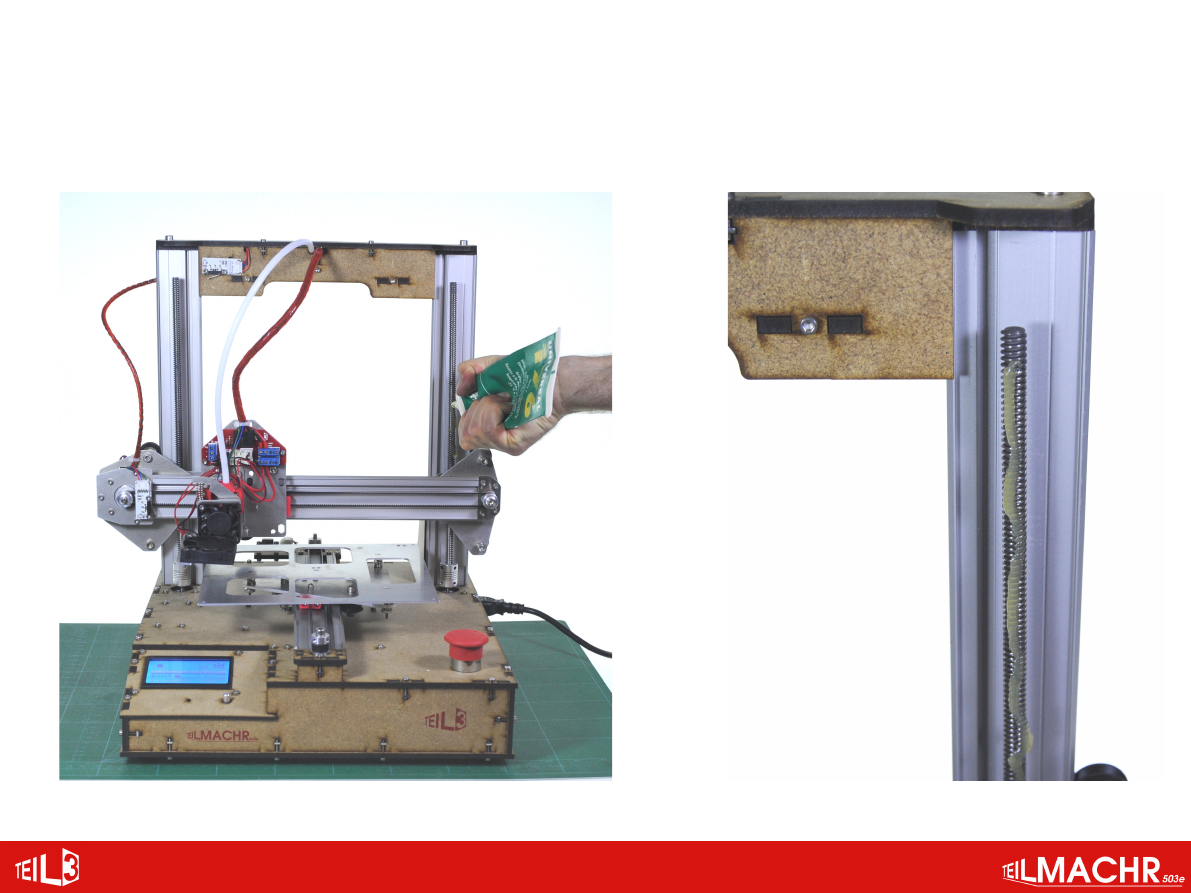
Bestandteile
◀ Notaus
Display
▶
Hauptschalter
▶
◀ Stromanschluss
◀ SD-Kartenleser
USB-Anschluss
▶
Z-Endstopp
▶
◀ Y-Endstopp
X-Endstopp
▶
◀ Extruder
Hot-End
▶
◀ Rollenhalter
Druckbett
▶
Drehknopf
▶
Version3 - 07.04.2016
4
Vor Erstinbetriebnahme
Gewindespindeln fetten
Version3 - 07.04.2016
5
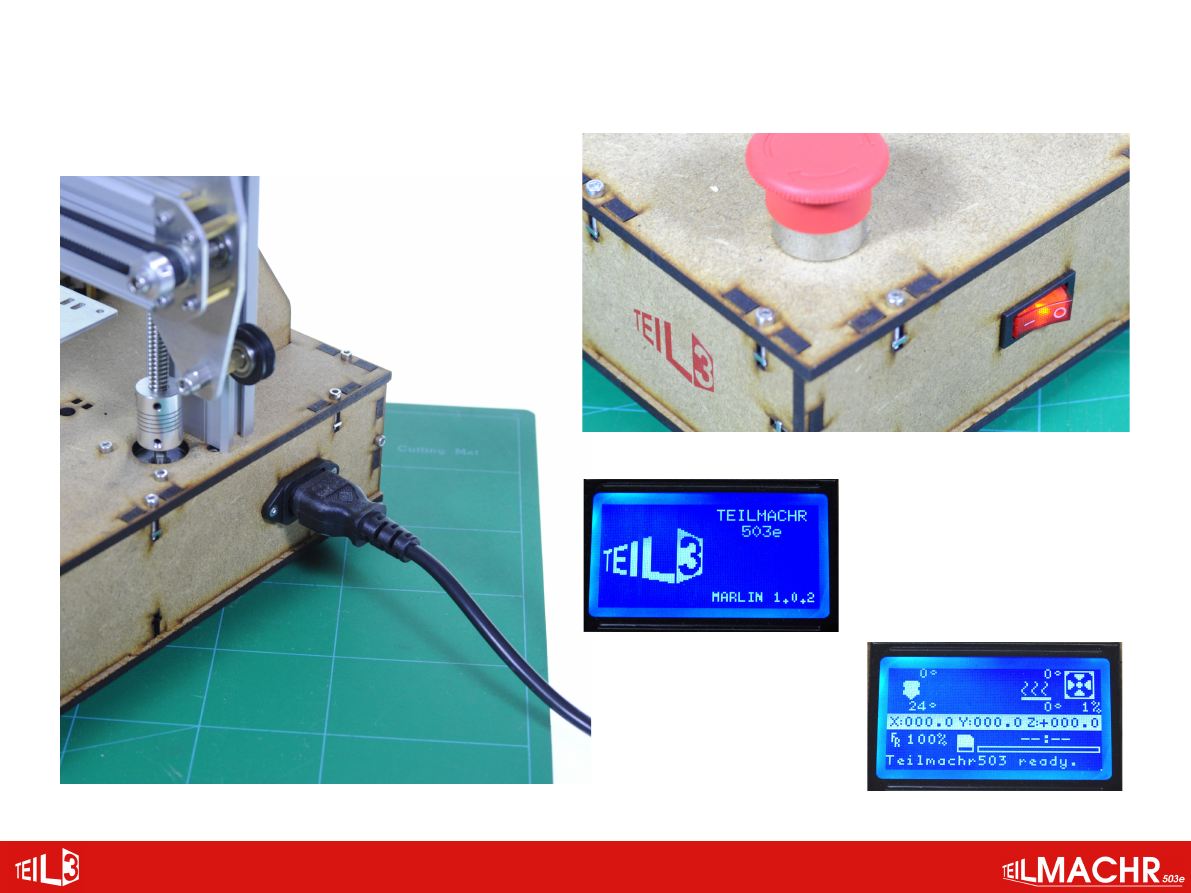
Inbetriebnahme
Einstecken
Einschalten
Startbildschirm
Teilmachr ist bereit.

Version3 - 07.04.2016
6
Homing
Durch das
Drücken und
Drehen am
Drehknopf
steuert man
durchs
Menü.
Einmal drücken
bringt die
Menüübersicht
hervor.
Drehen nach
rechts verschiebt
die Auswahl.
„Prepare“
auswählen und
drücken.
Nun sind wir im
„Prepare“-
Menu. Mittels
Drehen den
Menupunkt
„Auto home“
auswählen und
durch Drücken
bestätigen.
Durch das „Homing“ fährt der Drucker zu den Endstopps, so
dass der Drucker seine Position weiss. Das heisst, die Z-Achse
fährt hoch, der Extruder nach links und die Druckplattform
nach hinten.
Im Fall der Erstinbetriebnahme wird auch gerade das Fett auf
den Trapezgewindespindeln verteilt.

Version3 - 07.04.2016
7
Drucktisch Kalibrierung
●
Drucker „homen“
●
Tisch mittels 3 Höhen-Stellschrauben ganz nach
unten (d.h. ca. 3-4 mm Abstand zur Druckerdüse)
positionieren, dann von Hand noch leicht nach unten
drücken und Federn wieder entspannen (verhindert
das Verkanten der Schrauben).
●
an Steuerkonsole wählen: „Control“ → „Bed
Calibration“ → „Calib. Position 1“
●
Stellschraube unter Position 1 (unter linker
Druckerdüse PL1) soweit verstellen, bis ca. 1 mm
Luft zwischen Spiegel und Düse
●
an Steuerkonsole wählen: „Control“ → „Bed
Calibration“ → „Calib. Position 2“
●
Kalibrierung wie unter Position 1 (ca. 1 mm Luft)
●
an Steuerkonsole wählen „Control“ → „Bed
Calibration“ → „Calib. Position 3“
●
Kalibrierung wie unter Position 1 und 2 (ca. 1 mm
Luft)
●
an Steuerkonsole wählen: „Control“ → „Bed
Calibration“ → „Calib. Position 1“
●
Stellschraube unter Position 1 (unter linker
Druckerdüse PL1) soweit verstellen, bis ein zwischen
linker Düse und Spiegel geschobenes Papier
(80g/m2) leicht klemmt, dann Stellschraube
zurückdrehen, bis Papier wieder frei beweglich ist.
●
an Steuerkonsole wählen: „Control“ → „Bed
Calibration“ → „Calib. Position 2“
●
Kalibrierung wie unter Position 1 wiederholen.
●
an Steuerkonsole wählen: „Control“ → „Bed
Calibration“ → „Calib. Position 3“
●
Kalibrierung wie unter Position 1 und 2 wiederholen.
●
Den Vorgang Pos. 1 - 3 ca. 1 bis 2 x wiederholen, bis
genau kalibriert. Die Düse darf den (ev. nicht ganz
planen) Spiegel auch auf der Fahrt zwischen den 3
Positionen nicht berühren.
Falls der Weg der Z-Achse zu kurz oder zu lang ist,
kann durch vertikales verstellen des Z-Endstopps
der Nullpunkt angepasst werden

Version3 - 07.04.2016
8
Druckbett Haftbrücke
Die Druckplattform muss dafür sorgen, dass das zu druckende Objekt gut daran haftet, sich aber nach dem Druck auch wieder davon lösen lässt.
Haarspray (ABS, PLA, PVA, HIPS)
Haarspray ist das Mittel meiner Wahl. Sehr einfache Anwendung, einfach die Druckplatte einsprayen. Leider funktioniert nicht jeder.
Garnier Fructis "Extra Strong" und "Big Volume" habe sich bei verschiedenen Materialien (ABS,PLA, HIPS) als sehr gut erwiesen. Auch funktioniert Garnier Fructis,
zumindest für PLA mit kaltem Druckbett.
Coop Prix Garantie funktioniert sehr gut mit ABS, braucht jedoch unbedingt ein Heizbett (110°). Löst sich beim Abkalten von alleine.
Printtstift oder UHU-Stick (ABS, PLA, PVA, HIPS, PA)
Eine weitere Möglichkeit ist der Klebestift wie z.B. PRITT oder UHU-Stick. PLA lässt sich auf ein kaltes Druckbett drucken und haftet sehr gut darauf. Ein Nachteil
hier ist, dass sich die Objekte etwas schwerer ablösen lassen. Tipp: Legen Sie die Glasplatte samt Druck in den Kühlschrank, bis das Objekt gänzlich runter
gekühlt ist. Danach sollte sich das Objekt von selbst, oder zumindest leichter entfernen. Klebesticks funktionieren mit PLA, ABS, PVA, HIPS und Nylon
ABS Juice (ABS)
Auf 100ml Aceton 30cm zerstückeltes ABS Filament zugeben.. Das Material löst sich über Nacht relativ gut auf, schütteln Sie die Lösung vorsichtig vor der
Anwendung. Danach kann der Juice mit einem Papier oder Pinsel (nur Naturhaar) auf die Druckplattform dünn aufgetragen werden. Ein milchiger Film sollte im
Anschluss sichtbar sein. Eine Druckbett-Temperatur von 110 Grad ist empfohlen. Die Düsentemperatur beträgt ebenfalls für die erste Linie die gewohnten 235
Grad. Bitte vorsichtiger Umgang mit Aceton. Nur in gut gelüfteten Räumen oder im Aussenbereich verwenden. Achtung, Aceton ist feuergefährlich.
Borosilikatglas (PLA)
ABS und PLA Drucke haften auf Borosilikatglas besser als auf gewöhnlichen Glas. Dieses Glas ist sehr bruchfest sowie hitzeresistent. Die oben genannten
Zusätze lassen sich ausnahmslos auf diesem Spezialglas verwenden und funktionieren auch entsprechend besser.
Kapton (ABS)
Ist eine Polyimid Folie, die in einem grossen Temperaturberich stabil bleibt (-269 bis- +400 °C). Vor allem ABS hält wunderbar bei einer Druckbetttemperatur von
110°. Das Ablösen der Objekte ist aber schwierig und meist wird dabei die Folie verletzt. Auch ist das Aufbringen der Folie schwierig.
Blaues Malerklebeband (PLA)
Blaues Malerklebeband funktioniert gut mit PLA. Muss jedoch oft gewechselt werden. Gibt es nur in max. 50mm Breite und die Spalten zwischen den Bahnen sieht
man auch auf dem Objekt.
Verschiedene Haftbrücken von denen ich gehört , aber bis jetzt noch nie ausprobiert habe
Zuckerwasser, Weizenbier, Zitronensaft,

Version3 - 07.04.2016
9
Druckbett Haftbrücke
Kaptonklebeband
●
Eher teuer
●
Mühsam anzuwenden
●
Nur ABS
●
Braucht Heizbett
Haarspray „Prix Garantie“
●
Gut erhältlich
●
Einfach anzuwenden
●
Nur ABS
●
Braucht Heizbett
Haarspray Garnier Fructis
●
Schwer erhältlich
●
Einfach anzuwenden
Blaues Malerklebeband
●
Keine glatte Fläche am Objekt Boden
●
Einfach anzuwenden

Version3 - 07.04.2016
10
Software
Objekt erstellen
●
www.thingiverse.com
●
www.tinkercad.com
●
Openscad
●
Blender
●
Scannen
●
etc.
Objekt slicen
Werkzeugpfad (G-Code) für
3D-Drucker erstellen.
●
Cura
●
Slic3r
●
Simplify3D
●
etc.
Objekt drucken
●
Werkzeugpfad via SD-Karte
an Teilmachr geben
●
Werkzeugpfad via
Hostsoftware und USB
an Teilmachr schicken
Druckprozess Übersicht

Version3 - 07.04.2016
11
Software
Slicer
Die Slicer Software wandelt ein 3D-Modell (STL-Datei) in Werkzeugpfad (G-
Code) um.
Es gibt verschiedene Slicer Software, von einfach bis komplex und von gratis
bis teuer. Der empfohlene Slicer für Teilmachr ist die Open Source Software
Cura. Cura ist sehr schnell und sehr einfach zu bedienen.
Cura kann man hier herunterladen:
https://ultimaker.com/en/products/cura-software/list
Alternative Slicer
●
Simplify3D (Kommerziell, Closed Source, sehr viele Einstellungs-
Möglichkeiten, erstellt sehr gute Stützstrukturen)
●
Slic3r (Open Source, schnell, erlaubt verschiedene Eigenschaften im selben
Objekt )
●
KISSlicer (Kommerziell, Closed Source)
●
MatterControl (Kommerziell, Closed Source)
●
CraftWare (Kommerziell, Closed Source)
●
Kiri:moto(Browser basiert)
Version3 - 07.04.2016
12
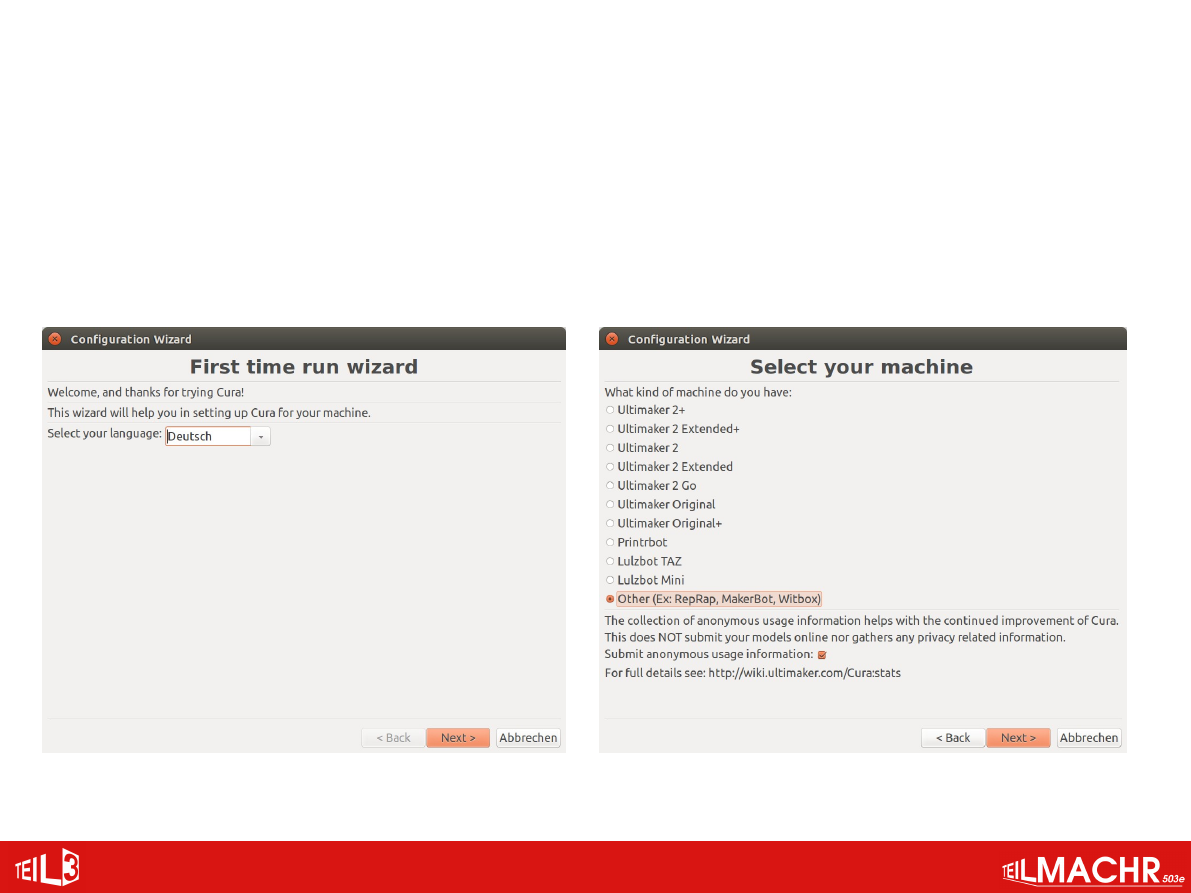
Cura Anleitung
Download und Installation
Cura gibt’s hier gratis zum Download:
https://ultimaker.com/en/products/cura-software/list
Nach der Installation wird der „Frist time run wizard“ aufgerufen der einem durch die Konfiguration hilft.
Die gewünschte Sprache auswählen.
Den Drucker auswählen. In unserem Fall ist das „Other“.
Version3 - 07.04.2016
13
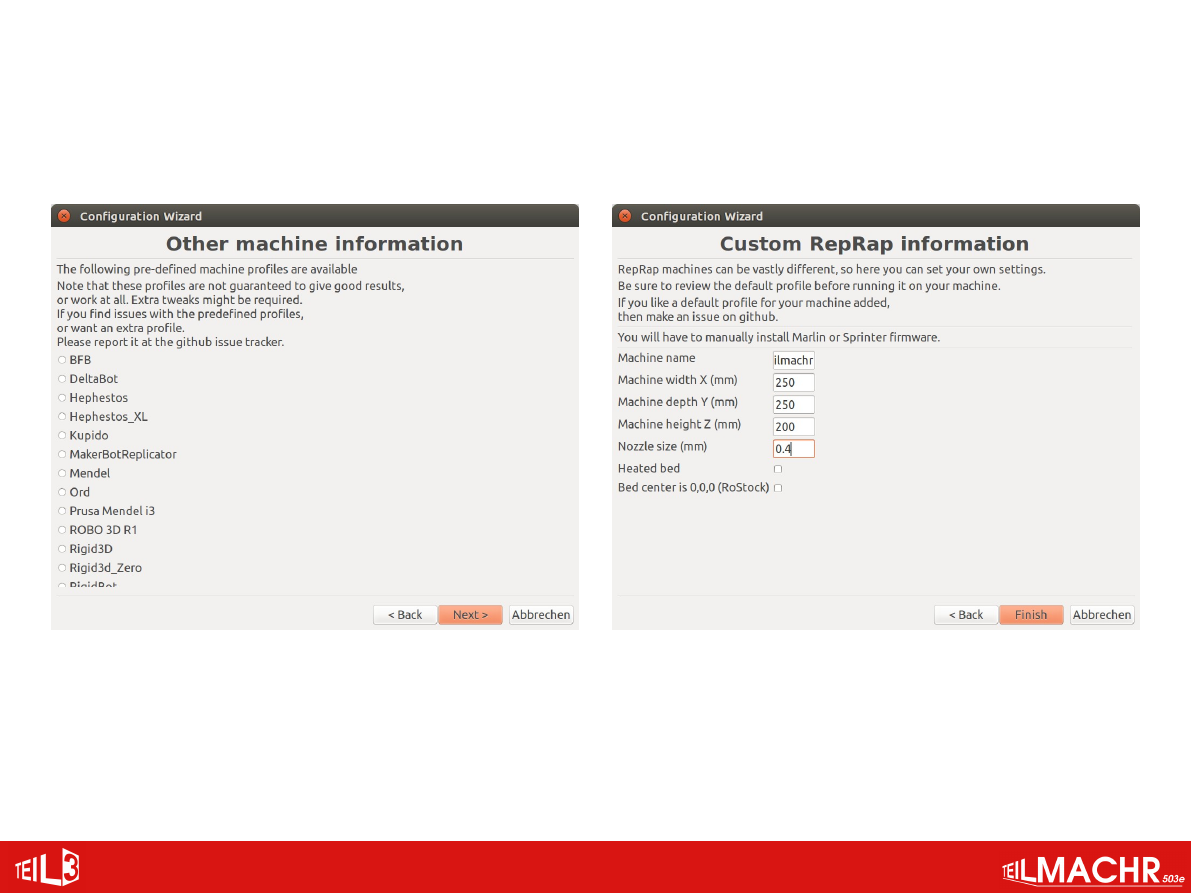
Cura Anleitung
Download und Installation
Hier muss man das Modellspezifische Maschinen Profil auswählen.
Im Moment ist das durch einen Software Bug gar nicht so einfach, da die
untersten Einträge nicht mehr sichtbar sind. Hier kann man sich mit der
Tabulatortaste helfen. Einfach so lange die Tabulatortaste drücken, bis der
Fokus auf „Next“ liegt, dann mit Shift + Tabulatortaste eins zurück. Dann hat
man die richtige Auswahl.
Hier nimmt man nun die Modellspezifische Einstellungen vor:
Machine Name: Teilmachr503
Machine width X (mm) 250
Machine depth Y (mm) 250
Machine height Z (mm) 200
Nozzle size (mm) 0.4
Heat bed nur anwählen, falls man ein Heizbett hat.

Version3 - 07.04.2016
14
Cura Anleitung
Auswahl der
Betrachtungsart
Die wichtigst Art
neben „Normal„ ist
„Layer“. Damit lassen
sich die einzelnen
Schichten anzeigen
wie sie gedruckt
werden.
Werkzeug um das
Objekt zu drehen,
skalieren oder zu
spiegeln.
Schaltflächen um ein Objekt zu laden und zu
speichern.
Wenn eine SD-Karte erkannt wird, wechselt
das Disketten-Symbol zu einem SD-Karten
Symbol. Zusätzlich wird die geschätzte
Druckdauer und der Materialverbrauch
angezeigt
Parameter zum
Einstellen wie das
Modell (.stl) in G-
Code (.gcode)
umgewandelt wird.

Version3 - 07.04.2016
15
Cura Anleitung
Grundlegend
●
Schichtdicke: Dicke der einzelnen Schichten. 0.1 = fein, 0.3 grob, empfohlen 0.25
●
Stärke der Aussenhülle: (Vielfaches von der Düse) Normal 0.8 (2x), dick 1.2 (3x)
●
Rückzug: Einschalten damit das Filament zurückgezogen wird um den
Materialausfluss zu stoppen. (Siehe weiter unten)
●
Stärke Unten/oben (mm): wie viele Schichten oben und unten solid gedruckt
werden.
●
Fülldichte (%): Wie engmaschig die Gitterstruktur im Innern des Objekts ist. 0% =
hohl, 100% = solid. Empfohlen um die 25%.
●
Druckgeschwindigkeit (mm/s): 50mm/s ist empfohlen.
●
Drucktemperatur (C): Je nach Material.
●
Art des Stützmaterials: „keine“, falls Objekt keine Überhänge hat. Sonst „überall“
●
Plattform Adhäsionstyp: Empfohlen „keine“. Falls Haftungsprobleme „Rand“
●
Durchmesser (mm): 1.75
●
Fluss: 100% Die Menge an zu extrudierendem Druckmaterial.
●
Grösse der Druckdüse (mm): 0.4
Plattform Adhäsionstyp
Rand
Keine
Stärke der Aussenhülle
Fülldichte
0%
20%
100%
0.4 (1 Spur)
0.8( 2 Spuren)
1.2 (3 Spuren)

Version3 - 07.04.2016
16
Cura Anleitung
Detaileinstellungen zum Rückzug
●
Minimale Leerfahrt Distanz (mm): Für kurze Leerfahrten kann man den Rückzug
abschalten
●
Löcher umfahren: Löcher werden umfahren um Tropfen innerhalb der Löcher zu
vermeiden
●
Minimaler Vorschub vor nächstem Rückzug (mm): Kompensiert verlorenes
Material.
●
Z anheben vor Rückzug(mm): Hebt die Düse vor jedem Rückzug.
Detaileinstellungen zum Füllung
●
Oben geschlossen: Ein und Ausschalten der Deckschicht.
●
Unten geschlossen: Ein und Ausschalten der Bodenschicht.
●
Füllung Überlappung (%): Grösse der Überlappung zwischen Füllung und
Aussenhülle.
●
Infill prints after perimeters: Füllung vor oder nach der Aussenhülle drucken.
Detaileinstellungen zum Stützmaterial
●
Art des Stützmaterials: Geometrie der Stützstruktur
●
Überhangswinkelfür Stützstruktur (in Grad): Ab welchem Winkel soll eine
Stützstruktur erstellt werden. Wenn man ganz sicher sein will 45, dauert dann halt
länger
●
Fülldichte (%): wie eng soll die Stützstruktur sein.
●
Distanz: Abstand zum Objekt.
Detaileinstellungen zum Skirt
●
Anzahl Linien: wie viele Male eine Linie um das Objekt gezogen wird.
●
Start Distanz (mm) : Abstand zum Objekt
●
Minimale Länge(mm): Bei einem kleinen Objekt ist eine Linie vielleicht zu kurz

Version3 - 07.04.2016
17
Cura Anleitung
Fortgeschritten
●
Rückzug, Geschwindigkeit: Wie schnell wird das Filament zurückgezogen. Empfohlen 40mm/s
●
Rückzug, Distanz: wie viel mm wird das Filament zurückgezogen. Empfohlen 4.5mm
●
Dicke der ersten Schicht (mm): Die erste Schicht etwas dicker drucken hilft Unebenheiten in der
Druckplattform auszugleichen. Empfohlen 0.3mm
●
Linienabstand der ersten Schicht(%): Empfohlen 100%
●
Objekt unten abschneiden(mm): Emfohlen 0.
●
Leerfahrt Geschwindigkeit (mm/s): 100mm/s ist empfohlen.
●
Geschwindigkeit unterste Schicht (mm/s): Um die Haftung zu verbessern die erste Schicht
langsam drucken. Empfohlen 20mm/s
●
Füllgeschwindigkeit (mm/s): Geschwindigkeit in der die Füllung gedruckt wird. 0 bedeutet keine
Abweichen der Normalgeschwindigkeit. Empfohlen 0
●
Top/bottom speed:Geschwindigkeit in der die Boden und Deckel gedruckt wird. 0 bedeutet keine
Abweichen der Normalgeschwindigkeit. Empfohlen 0
●
Geschwindigkeit äussere Hülle (mm/s): Um bei der äussersten Hülle Vibrationen zu vermeiden
diese langsamer drucken. Empfohlen 20mm/s.
●
Geschwindigkeit innere Hülle (mm/s): Geschwindigkeit in der die innere Hülle gedruckt wird. 0
bedeutet keine Abweichen der Normalgeschwindigkeit. Empfohlen 0
●
Abkühlen, Minimale Druckzeit pro Schicht (s): Empfohlen 5
●
Lüfter einschalten: Je nach Material
Abkühlen
●
Lüfter Maximum in Höhe (mm): ab welcher Höhe soll maximal gekühlt werden.
●
Lüfter Geschwindigkeit min (%): Minimale Lüftergeschwindigkeit
●
Lüfter Geschwindigkeit max (%): Maximale Lüftergeschwindigkeit
●
Minimale Geschwindigkeit (mm/s): Auch wenn der Druck verlangsamt wird, wird
er nie langsamer als der eingestellte Wert.
●
Druckkopf zum Kühlen anheben: Damit die minimale Druckzeit erreicht wird,
kann zwischen den Schichten der Druckkopf angehoben werden.

Version3 - 07.04.2016
18
Cura Anleitung
„Erweiterungen“ ist eine Möglichkeit
noch genauer in die G-Code
Erstellung einzugreifen.
Man kann diverse Erweiterungen
downloaden, oder auch selber
welche programmieren.
Mit der Erweiterung „Tweak At Z“
kann man zum Beispiel die
Parameter für bestimmte Schichten
anders einstellen.
Erweiterungen und Start/End-GCode
Start- und End-G-Code ist eine
Möglichkeit, bestimmte Befehle vor
und nach dem Druck ausführen zu
lassen.
Version3 - 07.04.2016
19
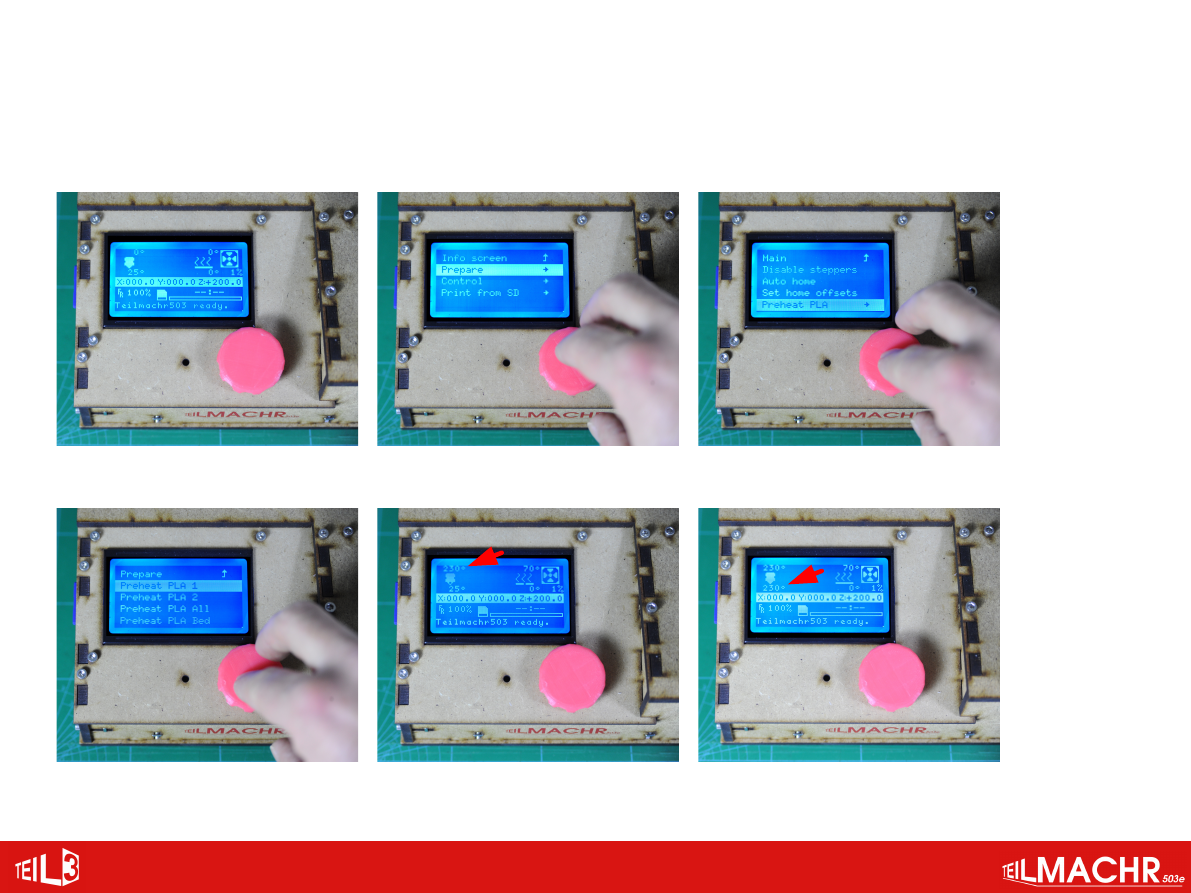
Filament einspannen
Bevor das Filament ein- oder ausspannt werdenkann,
muss der Extruder aufgeheizt werden.
Drücke den Drehknopf und drehe zum
auswählen von „Prepare“
Auswählen von „Preheat PLA“ (oder ABS)
Und unter dem Extrudersymbol wird die
Isttemperatur angezeigt.
Nun wird links oben auf dem Info Screen die
Zieltemperatur angezeigt.
Auswählen von „Preheat PLA1“
Version3 - 07.04.2016
20
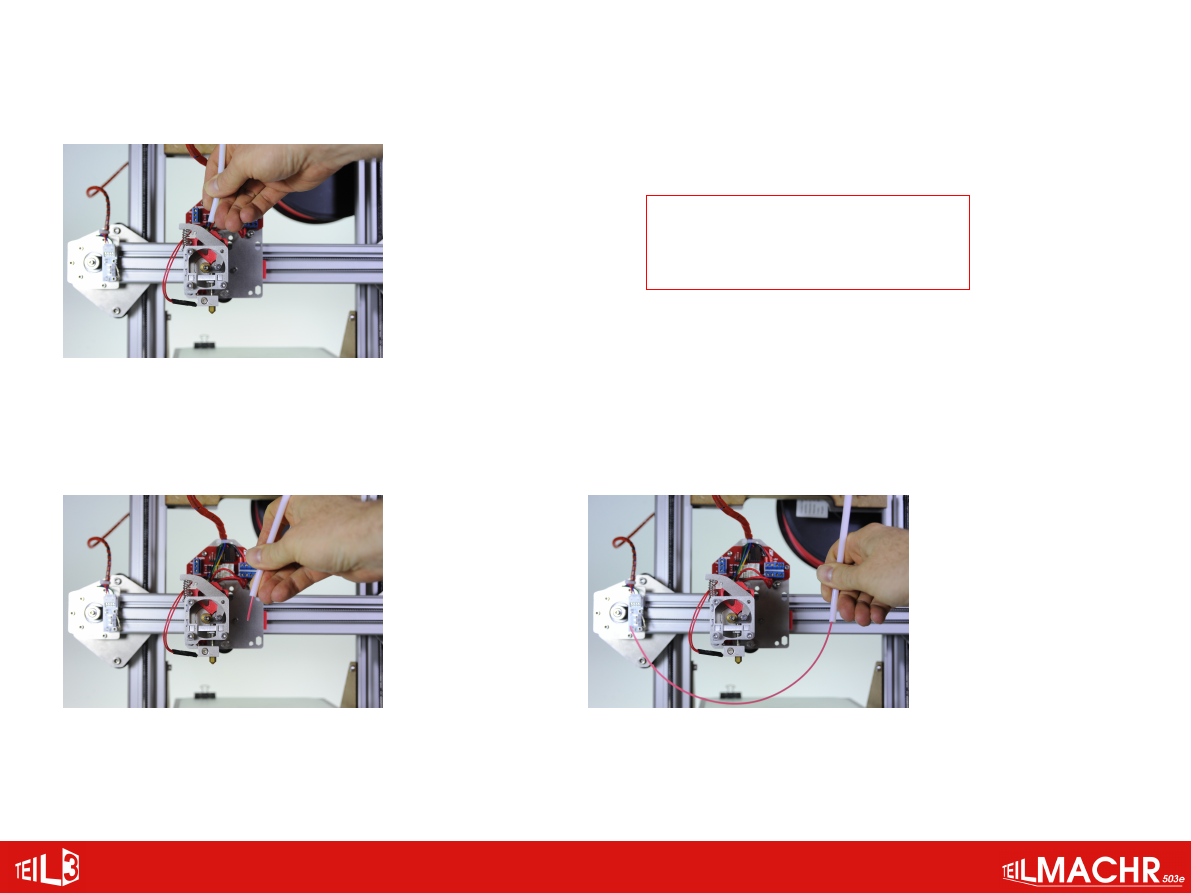
Filament einspannen
Teflon-Filamentführung aus dem Extruder
Block ziehen.
Filament durch die Teflon-Filamentführung
stossen.
Filament sollte gut 20cm aus der Teflon-
Filamentführung hervorschauen.
Für diese Aufnahmen wurde der Extruder-
Ventilator entfernt um eine bessere Sicht auf
das innere des Extruders zu haben.
In echt sieht das natürlich anders aus.

Version3 - 07.04.2016
21
Filament einspannen
Filament einführen bis es am Extruderrad
ansteht.
Extruder-Hebel drücken um das Filament
zwischen Extruder-Rad und Kugellager zu
schieben.
Danach das Filament weiter schieben. Die
Räder sollten das Filament schön in den
Lauf führen.
Falls es ansteht, versuche mal das Filament
schräg abzuschneiden.
Nun das Filament weiter reindrücken, bis
Material zur Düse raus kommt

Version3 - 07.04.2016
22
Filament herausnehmen
Zuerst das Filament das womöglich schon
weich geschmolzen ist rausdrücken.
Soloange Fialment herausdrücken bis es
schwer geht.
Das ist sehr wichtig, sonst kommen beim
herausziehen weiche Teile hoch, die dann
den Weg zwischen Lauf, Räder und Block
verstopfen können.
Danach den Hebel drücken und das
Filament zügig herausziehen.
Version3 - 07.04.2016
23
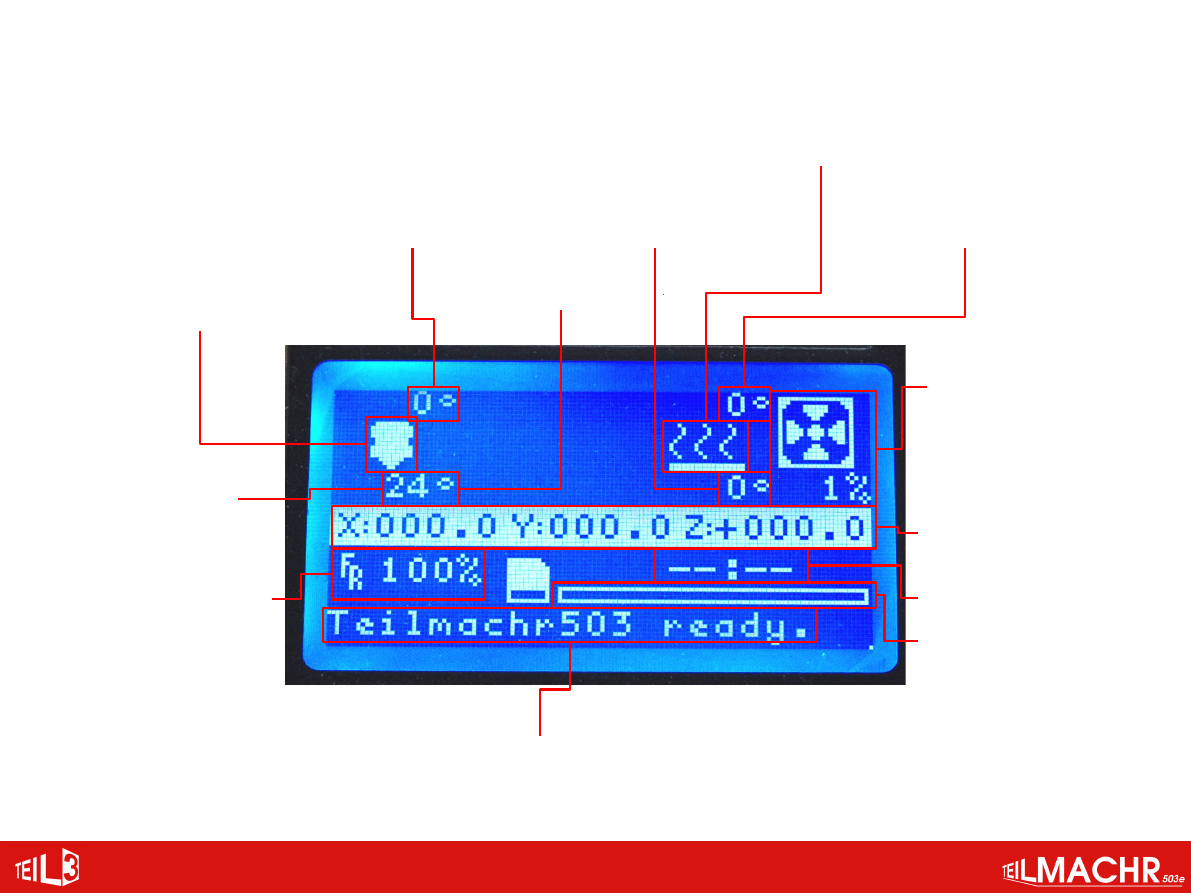
Info Screen
Zieltemperatur Extruder
Extrudersymbol, falls in der Spitze
ein Punkt dunkel ist, heizt er gerade.
Isttemperatur Extruder
„Flow Rate“,
Druckgeschwindigkeit, kann
durch drehen am Drehknopf
verstellt werden, auch
während dem Drucken.
Zieltemperatur Heizbett
Isttemperatur Extruder
Heizbettsymbol, falls in der Mitte ein
Punkt dunkel ist, heizt es gerade.
Objektventilator Indikator und
Geschwindigkeit
Extuderposition, stimmt nur
falls vorher ein „Homing“
gemacht wurde.
Bisherige Druckzeit
Fortschrittsbalken
Statuszeile
Isttemperatur Heizbett

Version3 - 07.04.2016
24
Menü
Hauptmenü
Zurück zum „Info Screen“
„Prepare“ wird durch „Tune“ ersetzt wenn es druckt.
Menü „Prepare“
Ausschalten der Schrittmotoren
Zurück zum Hauptmenü
„Homing“ Endstopps anfahren
„Home Offsets“ (nicht verwenden)
Heizelemente ausschalten
Ausschalten, funktioniert NICHT
Achsen und Extruder bewegen
Menü Preheat PLA (ABS)
Zurück zum Menü „Prepare“
Vorheizen Extruder 1 und optionales Heizbett
Vorheizen Extruder 2 und optionales Heizbett
Vorheizen aller Heizelemente
Vorheizen optionales Heizbett
X-Achse bewegen
Y-Achse bewegen
Z-Achse bewegen
Extruder bewegen
Zurück zum Menü „Prepare“
In 10mm Schritten bewegen
In 1mm Schritten bewegen
In 0,1mm Schritten bewegen
Zurück zum Menü „Move Axis“

Version3 - 07.04.2016
25
Menü „Control“
Hauptmenü
Zurück zum „Info Screen“
Zum „Control“ Menü
Zum „Temperatur“ Menu
„Motion“ diese Einstellungen sind nur Spezialisten
„Bed Calibration“ siehe Seite 7 (Drucktisch Kalibrierung)
„Filament“ diese Einstellungen sind nur Spezialisten
„LCD contrast“ funktioniert nicht mit diesem Display
„Store memory“ speichert Änderungen Nur was für Spezialisten
„Load memory“ lädt Einstellungen aus dem Speicher
„Restore failsafe“ Wiederherstellung
Temperatur von Extruder 1 einstellen
Temperatur von optionalem Extruder 2 einstellen
Temperatur von optionalem Heizbett einstellen
Ventilator Geschwindigkeit einstellen. Unter 60 läuft er nicht.
„Autotemp“ und „PID“ diese Einstellungen sind nur
für Spezialisten
Konfiguration der Vorheizwerte.
Ventilator Geschwindigkeit einstellen.
Gewünschte Extruder Temperatur
Gewünschte Heizbett Temperatur
Diese Einstellungen müssen gespeichert
werden sonst gehen sie nach dem
Ausschalten verloren.

Version3 - 07.04.2016
26
Die ersten Ausdrucke
Herunterladen des Bedienknopfes (rotary_knob.stl) von Teilmachr
https://goo.gl/eDWkfh
und lokal speichern.
rotary_knob.stl in Cura öffnen
G-Code auf SD-Karte speichern

Version3 - 07.04.2016
27
Die ersten Ausdrucke
Einführen der
SD-Karte,
Kontakte
nach oben.
Display zeig
„Card
inserted“ an.
Drehknopf
drücken und
zum
Menüpunkt
„Print from
SD“ drehen
und drücken.
Drehknopf zur
gewünschten
Datei drehen.
Zum starten
des Drucks,
Drehknopf
drücken.

Version3 - 07.04.2016
28
Die ersten Ausdrucke
Nach dem
Drucken...
...sieht es nun
so aus.
Objekt mit
Spachtel von
der
Druckplatte
entfernen.
Dann kann
der frisch
gedruckte
Drehknopf
eingesetzt
werden.

Version3 - 07.04.2016
29
Spulennaben Adapter
Innendurchmesser der Spule messen.
Spulennaben-Generator unter
https://www.teil3.ch/app/openscad/spoolhub.jscad.html
aufrufen.
Innendurchmesser der Spule eingeben. STL-Datei herunter
laden.

Version3 - 07.04.2016
30
Spulennaben Adapter
STL in Cura öffnen
und Objekt
vervielfachen.
G-Code auf SD-
Karte kopieren und
drucken.
Kugellager F608
einlegen.
Eine Spulennabe
auf Rollenhalter
schieben.
Materialrolle und
die zweite
Spulennabe
montieren und mit
Flügelmutter
befestigen.
Spulennabe
ausdrucken.

Version3 - 07.04.2016
31
Makerslide Anpressdruck anpassen
Falls der Extruder-Schlitten oder das Druckbett wackelt, kann der Anpressdruck der Räder mit Hilfe der Exzentermutter angepasst werden. Dazu wird
ein 8mm Gabelschlüssel verwendet.